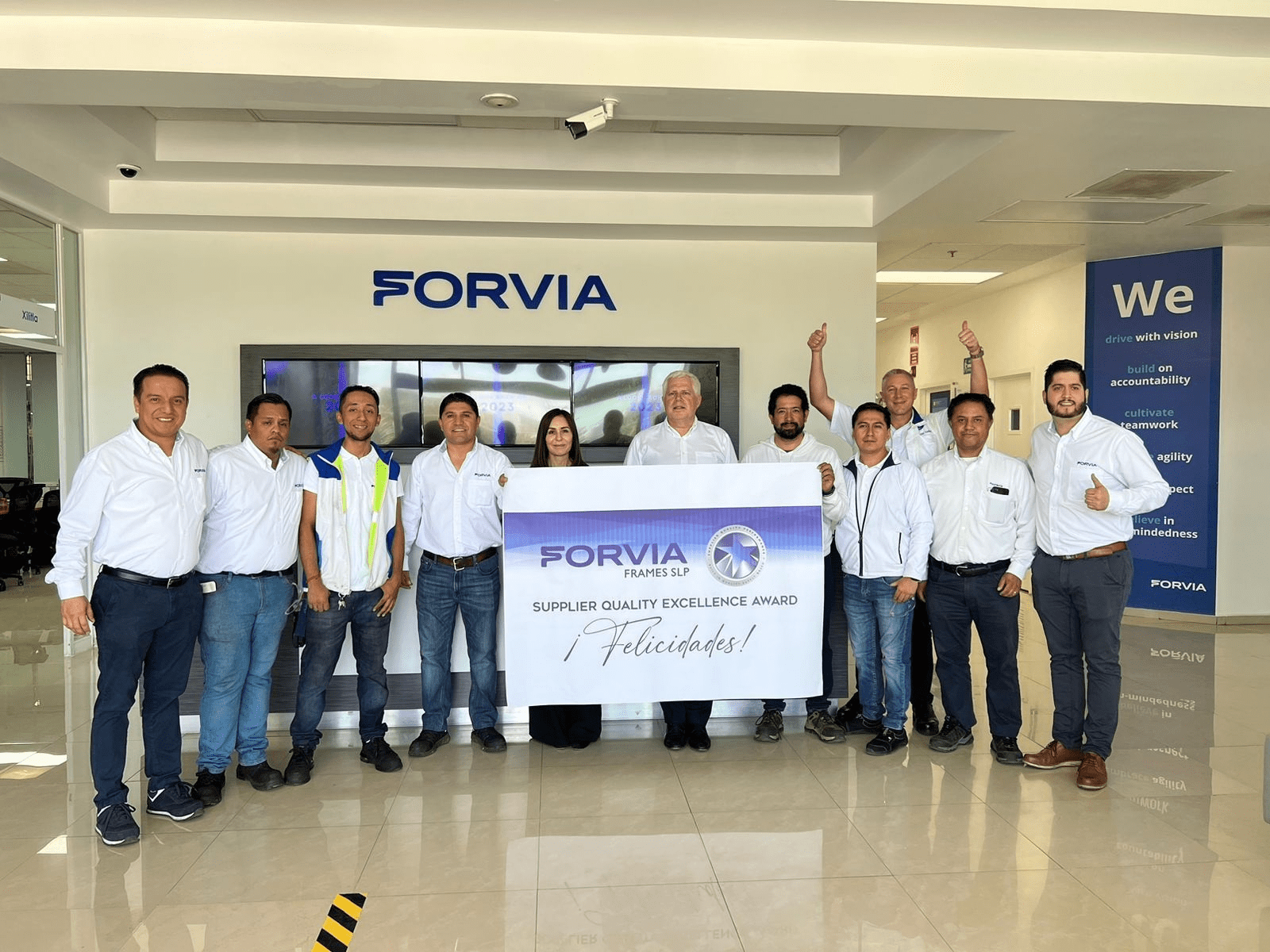
FORVIA Silao celebra ser planta “Modelo a Seguir” por segundo año consecutivo.
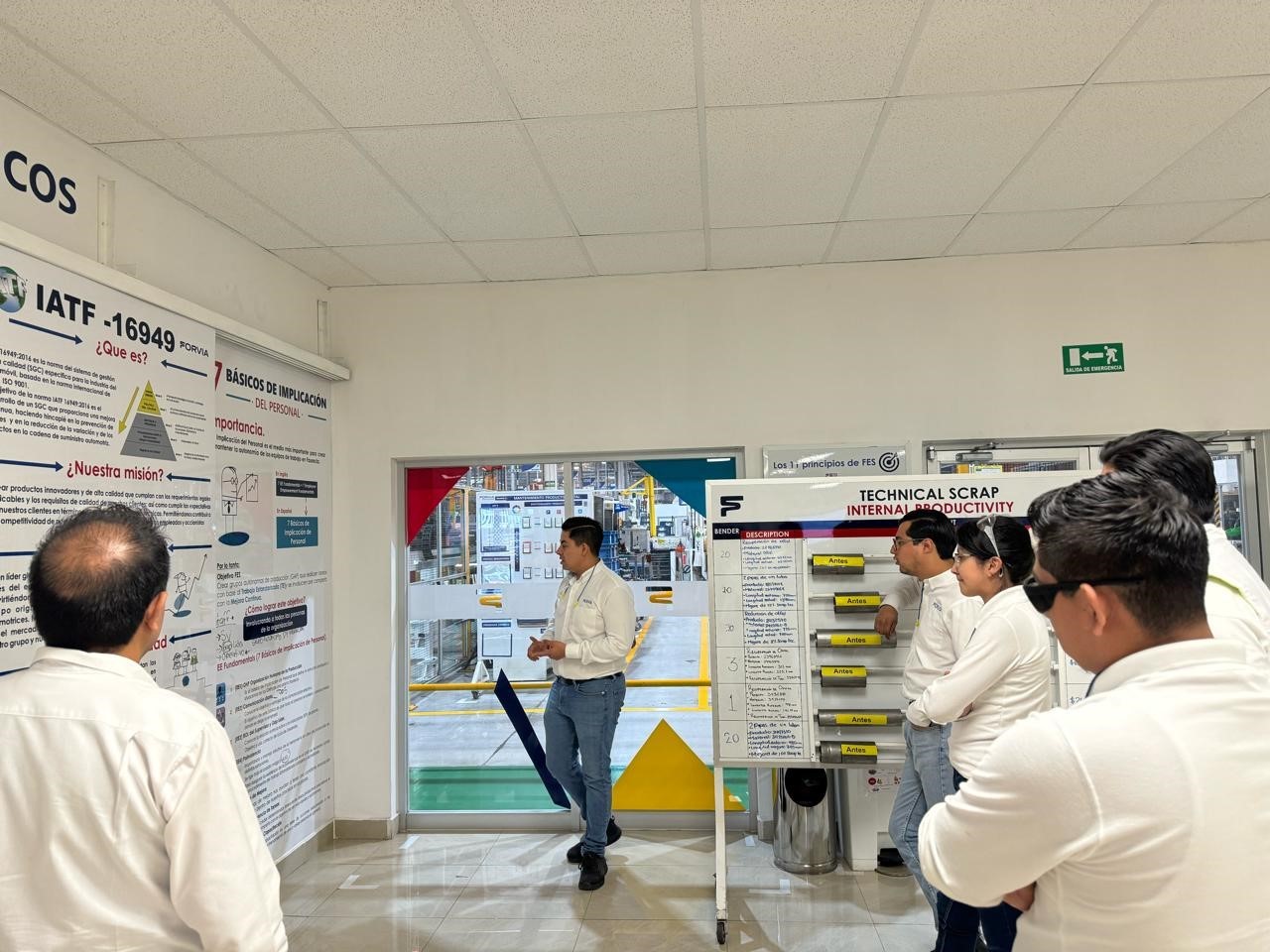
El Sistema de Excelencia FORVIA es nuestro ADN común para alcanzar una competitividad sostenible. Se necesita de todos para lograr el mejor rendimiento industrial y por ello, nuestras plantas pasan por diversas auditorías para lograr este objetivo.
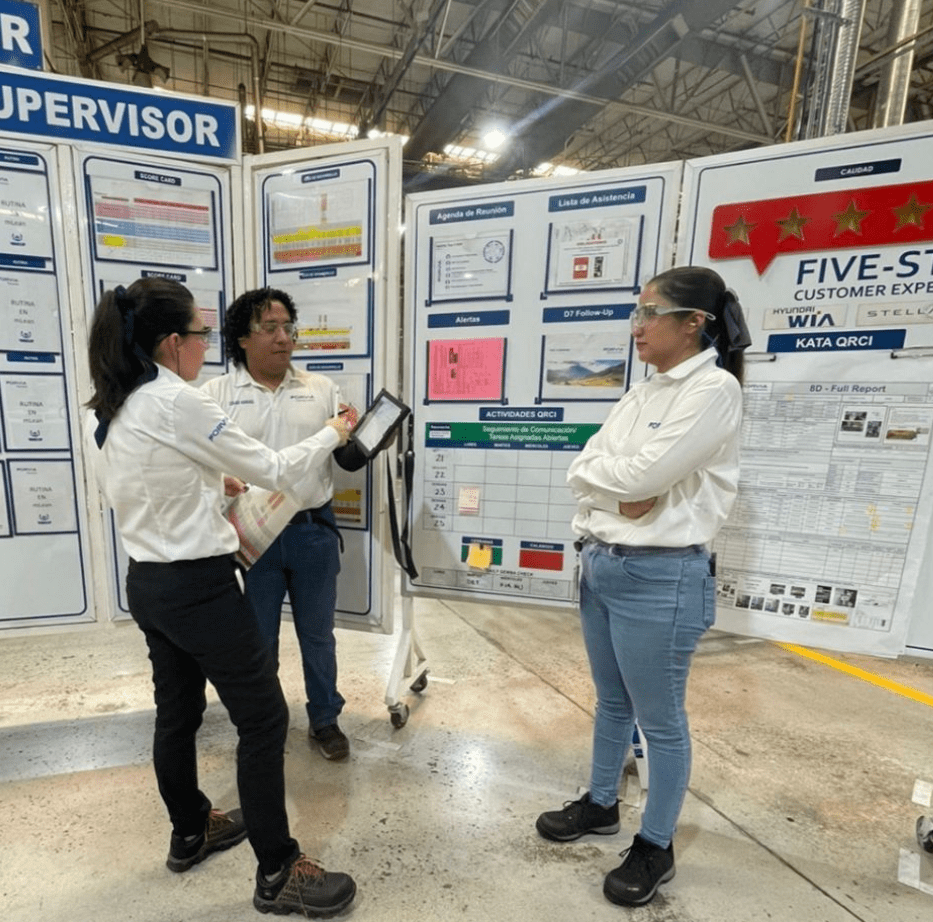
El reconocimiento “Modelo a Seguir” se otorga a aquellos sitios que obtienen un puntaje superior al 80% en la Auditoría FES y no tuvieron mayores discrepancias. El nivel de madurez de FORVIA ES 4.0 es auditado en diferentes áreas de la operación, tales como: Seguridad, Calidad, Producción, Logística, Mantenimiento, Ingeniería, Recursos Humanos y Gestión de Planta.
La auditoría consta de 4 niveles:

En México, son 4 plantas la que se destacan como “Modelo a Seguir”: Hermosillo, Querétaro, San José Iturbide y Silao, recibiendo esta última el reconocimiento por segundo año consecutivo.
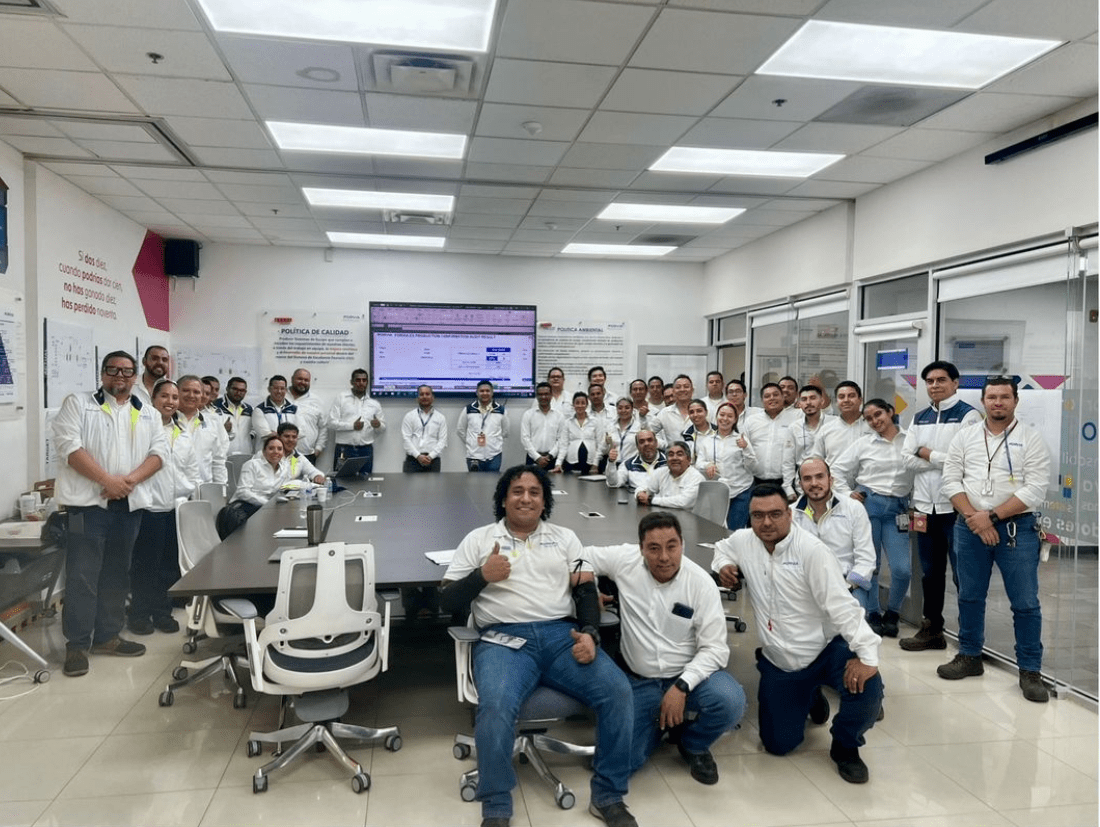
“Estamos muy orgullosos del equipo y su increíble trabajo conjunto, su disciplina, compromiso y pasión que nos permitió obtener este reconocimiento”, dijo Ricardo Sanders, Subgerente de Planta, Silao (FCM).
Felicitaciones a todos los colaboradores y áreas involucradas en este logro y en la perseverancia del sitio para mantener este reconocimiento.
La mejora continua no es un destino, es un viaje constante en busca de la excelencia.