


In line with FORVIA’s sustainability goals, the JIT plant in Puebla has installed solar panels with the main objective of generating electricity from clean sources. This measure will not only reduce the use of non-renewable resources but will also significantly reduce the CO2 emissions generated by the plant.
With the installation of these panels, savings of between 20% and 25% in the plant’s electricity consumption are expected. This change will allow approximately 25% of the energy used in operations to come from renewable sources, eliminating the need to use fossil fuels for electricity generation.
By 2030, the plant aims to reduce CO2 emissions by 45%. And by 2045, achieve net zero CO2 emissions, consolidating its commitment to the environment and sustainability.
This initiative, in addition to helping improve the plant’s energy efficiency, contributes to the overall goal of protecting the environment and moving towards a cleaner future for all.
2024 Forvia – All rights reserved.
Privacy Policy

El equipo OII y Saline realizan mejoras: Programa de producción de C1YX
La planta de Saline en Michigan no tenía ningún sistema FORVIA o estándar para gestionar la programación y optimización de la producción para sus 4 nuevas líneas de robots DP flexibles. Estas líneas requieren una producción altamente mixta, limitada por una cantidad limitada de nidos de herramientas por familia de productos, que ejecuta productos para tres automóviles diferentes y sin una secuencia de producción especificada por el cliente.
Las consecuencias de esta falta de sistema/estandarización fueron evidentes con un posible retraso en el SOP, el riesgo de perder la confianza del cliente y una posible pérdida de negocios. El costo de desarrollar y mejorar el estándar por parte de ISBG y Siemens para adaptarse se estimó en 14 meses y 120 000 dólares de inversión. Esa mejora y finalización aún están demoradas.
El sistema desarrollado por el equipo de OII utiliza sus propios algoritmos y procesos de back-end que gestionan la demanda y las restricciones para crear una cola de programación de producción optimizada y nivelada. La interfaz de usuario/experiencia de usuario se centró en el usuario final, es fácil de usar, es 100 % compatible con pantallas táctiles e interactúa sin problemas con Procs. A su vez, la aplicación fue diseñada para visualizarse junto con el DMC ePartsBoard y entre sus funciones se encuentran la gestión general de lotes y la impresión.
Con estas implementaciones, realizadas internamente y sin costo, se logró un funcionamiento robusto y estable del sistema, ayudando a que los futuros lanzamientos sean más exitosos, así como un OEE optimizado en la línea Flex y un DLE mejorado.
La búsqueda constante de mejoras en los procesos marca nuestro camino hacia la excelencia operativa, reforzando nuestro compromiso con la calidad y la productividad.
¡Felicitaciones a Roy Klann, Cyrille Rouille y a los equipos de la planta de Saline por estas mejoras!


Improving production lines at our sites: Saline, Michigan
The Saline plant production lines have one fastening operator and one loading operator per flexible line. However, a single operator cannot handle the combined fastening and loading work content.
The fastening operator must grab full racks (install the door panel on the station / install 3 to 8 screws depending on the door type). The door panel must then be transferred back to a rack and perform the periodic task of moving an entire rack to Flex Load. The operator still has waiting time even with all the content of the job (including walking).
The plant concluded that, to make work on the production line more efficient, the fastening operator must be eliminated, and screws redistributed between pre-assembly and post-assembly while keeping workstations within cycle time. This also reduces the amount of extra handling at the fixing station (3 fewer moves).
The following actions were also implemented:
These improvements were managed internally by the Saline/GIS team, generating no cost. Congratulations to the site for maintaining excellence in our lines!



Heat waves management
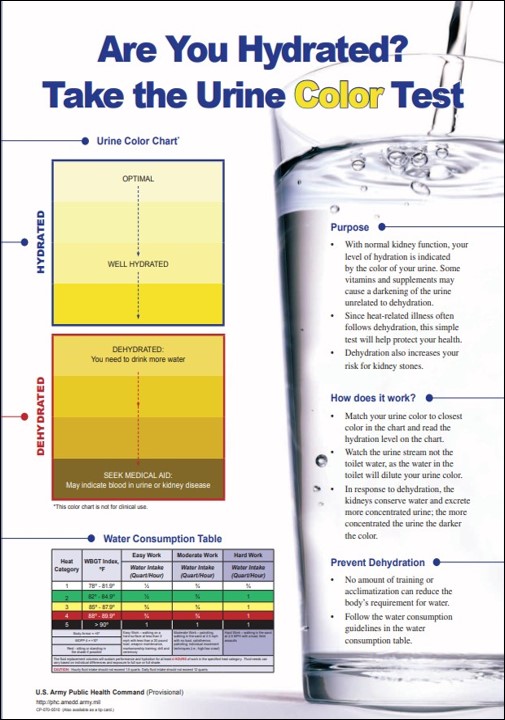
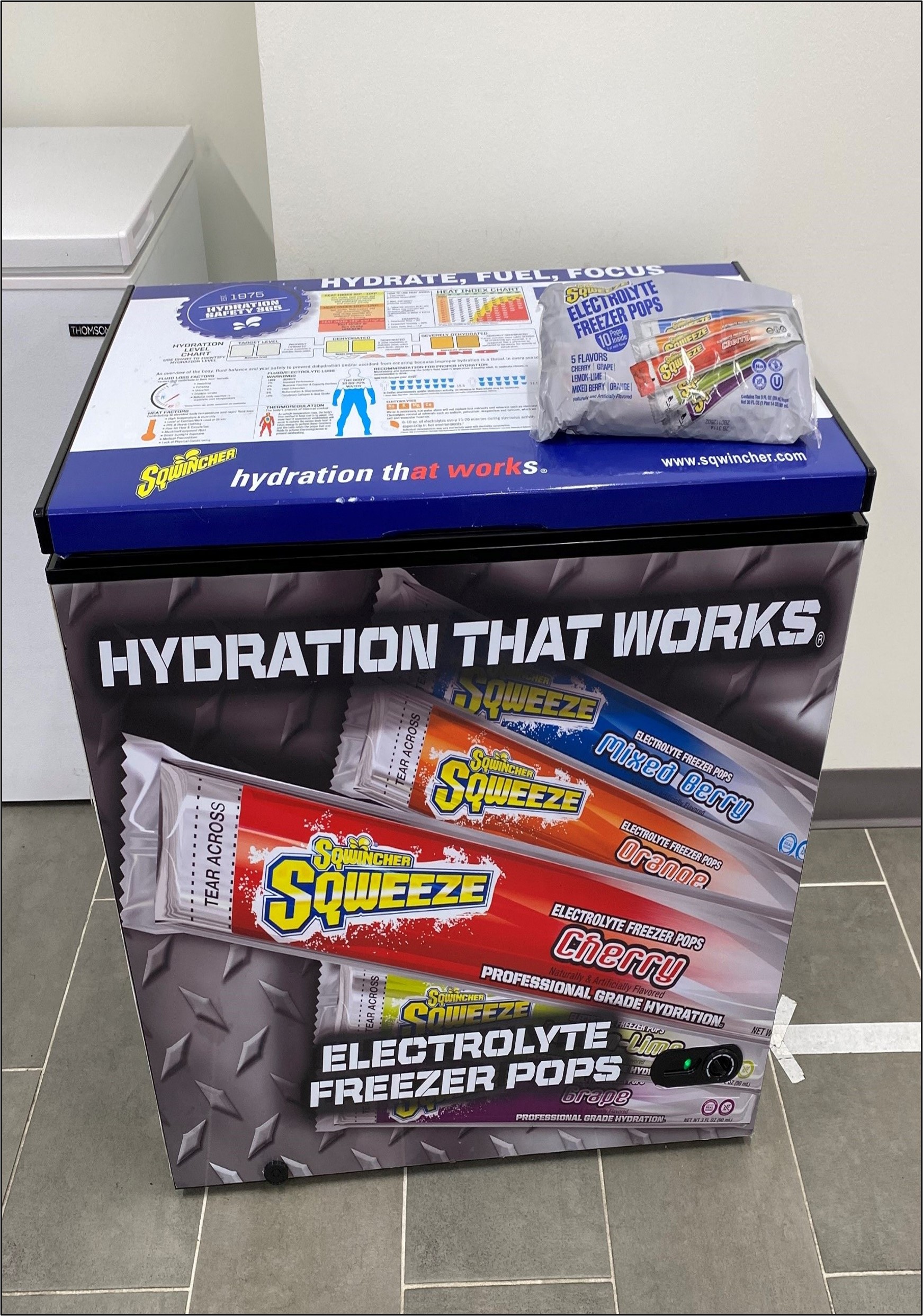
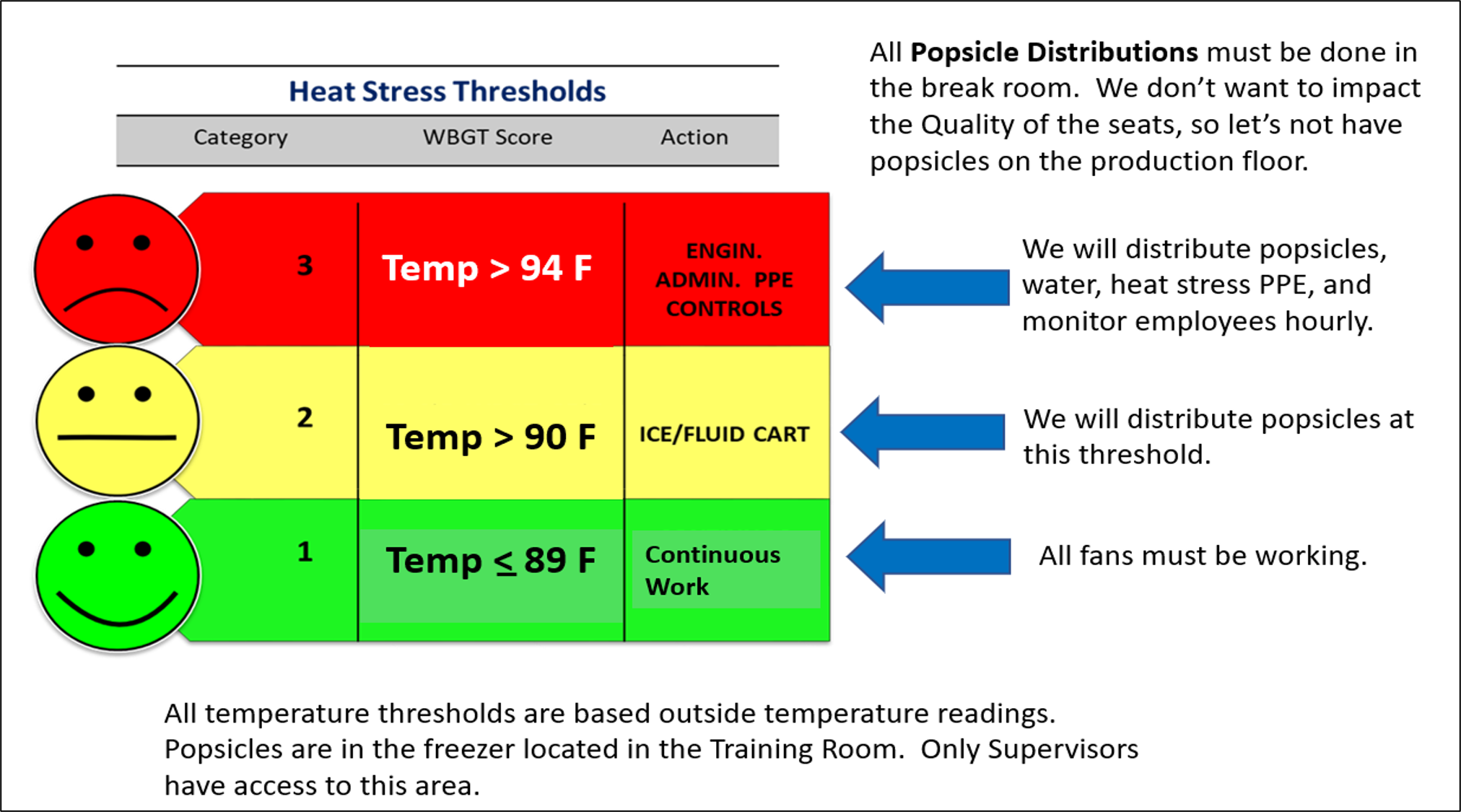
The Madison plant can reach high temperatures, exceeding 100° F during the summer months. For this reason, the site has been organized to better manage heat waves, prioritizing the health of all its collaborators.
The facility provides several heat stress relief items, including bottled water, cooling towels, wristbands, PPE (hats and towels), conditioned rest areas, and popsicles.
As reinforcement, communication regarding awareness of this problem has also been placed as one of the 5 mains daily HSE topics, which are published in the plant and on the GAP boards.
This practice has ensured the well-being of all employees, prevented incidents and improved their commitment.

HELLA Mexico Tooling es el nombre de una nueva empresa en Guadalajara. Los moldes de inyección que se producen allí no sólo se suministran a las plantas de FORVIA HELLA, sino que son de importancia estratégica para FORVIA en su conjunto.
HELLA Mexico Tooling recently started production of plastic injection molds with the goal of supplying them to other FORVIA business groups in the Americas.
The tools are used, for example, in the production of plastic parts for interior trim manufactured in house or at suppliers. Until now, FORVIA’s production sites have purchased the required plastic injection molds from external suppliers in Asia, Europe, and America. Purchasing some of FORVIA’s tools from HMT will save time and resources in future and keep delivery routes short.
Successive approach
HMT will be supported during the ramp up by FORVIA HELLA’s Chinese tooling site in Changchun. “By gradually ramping up production, concentrating first on finishing operations, we reduce the risk of errors in the initial phase and guarantee a high standard of quality right from the start,” explains HMT Managing Director Florian Segelken. “This gives us the opportunity to quickly go through the learning curve at and build up part of the added value directly in Mexico. Once the basic capabilities have been established, we are ready to move confidently into full on-site manufacturing.”
Another advantage of this approach: “The construction of a new tooling plant costs around 20 million euros on average. The gradual ramp-up is significantly cheaper, so we can manage with a much lower investment,” explains Segelken. In addition to manufacturing, HMT also offers maintenance, repair and change management for plastic injection molds – an all-round carefree package for the production sites supplied. In future, 60 plastic injection molds will leave HMT’s halls every year. Around 50 people are currently employed at the plant, which has a production area of 1,000 square meters. Within the next five years, the number of employees is expected to rise to up to 70.
Injection molding process: How it works
Injection molding is one of the most important manufacturing processes for plastic parts. In the first step, plastic granulate is liquefied by heating. The liquid plastic is then injected into the injection mold at high pressure and cooled from the inside with water. This produces the finished component, which can be removed by opening the mold once it has cooled completely.

Una carrera hacia la seguridad
Para mejorar la mentalidad de seguridad, el equipo de ULE Central FCM en Norteamérica lanzó la campaña HSE STAR en sus sitios, que incluyen Gladstone, Louisville, Franklin, Toledo, Troy y Dexter. Esta campaña está diseñada para cultivar una sólida cultura de seguridad, fomentando la conciencia y el compromiso con los principios de HSE (Salud, Seguridad y Medio Ambiente) entre los colaboradores a través de acciones diarias.
Cada trimestre se introduce un nuevo desafío, animando a todos los colaboradores de la planta a participar activamente en ellos, creando un ambiente de trabajo seguro.
Todas las funciones divisionales de apoyo auditan las plantas para verificar el cumplimiento y cargan los resultados en una encuesta. Después de eso, los resultados son enviados y publicados por cada sitio para compartir el progreso de la planta.
Al completar las acciones requeridas, la planta que mejore más será premiada con:
Juntos podemos alcanzar nuestro objetivo de lograr cero accidentes como empresa. La seguridad es responsabilidad de todos y todos desempeñamos un papel.


MLean en nuestras operaciones
La Plataforma MLean se ha utilizado desde diciembre de 2023 y con ella se ha dado seguimiento a diversos aspectos del sitio como lo son:
A través de MLean se permite conocer la calificación promedio de las auditorías y el porcentaje de PDCA cerrados. La plataforma permite filtrar por UAP o línea, lo que facilita la visualización de resultados y estadísticas.
Además, es de fácil acceso para los colaboradores (iPad, teléfono móvil o computadora) y fomenta el menor uso de papel al mismo tiempo que obtiene las estadísticas automáticamente y envía notificaciones inmediatas de los PDCA asignados.


Managing heat waves from various angles
Heat waves, characterized by prolonged periods of high temperatures, are becoming more frequent and intense, posing a great challenge for FORVIA plants and their collaborators.
The EU standard, Directive 2003/88/EC, requires companies to implement minimum health and safety measures for their employees in the event of severe heat waves, which pose significant risks such as increased cases of dehydration, stroke, heat, reduced productivity, etc.
Since some FORVIA plants can reach temperatures higher than 40ºC, 63 sites shared their improvements to protect against heat waves:
Heat Waves Management
Promote hydration by providing water fountains and refreshing drinks
Technology and Innovation
Employee Awareness and Training

FCE San Juan del Río Achieves Zero Non-Conformities in the Phase 1 Audit for Certification in the Occupational Health and Safety Management System
The Clarion Electronics plant in San Juan del Río aligns with the division’s requirement to have an Occupational Health and Safety Management System by achieving zero non-conformities in the Phase 1 Audit for ISO 45001 certification.
Proud of this event, from August 27 to 30, 2024, the Phase 1 audit was carried out to validate that the company’s Management System is suitable for certification through physical on-site reviews, documents, and internal system stakeholder interviews.
The management team participated in the kick off, and during the audit, the members of the HSE team, Diego Méndez and Anuar Estrada who acted as main contacts with the auditor and other members of the plant such as: Alejandro Sánchez, Juan Orozco and Iván Padilla from Maintenance, were present. Likewise, the HR team: Hugo Cruz, Yazmin Bautista and Eduardo Medina, and the Director of Operations, Etzail Vega, also participated on the event.
This result is a great achievement as it is the first audit of its kind carried out on the site. The absence of non-conformities provides an encouraging outlook for the next stage of the process: the Phase 2 or certification Audit, which is scheduled for November 2024.
This success reflects the effort and dedication of the team in maintaining high standards of occupational health and safety.

The Injection Plant inaugurates Pollinator Garden
Reinforcing FORVIA’s commitment to the environment, the Injection plant in Puebla, Mexico inaugurated a Pollinator Garden on June 27, 2024. The event was attended by Marinela Cirstea, President of Interiors; NAO, Luca Gelli, Controller for Interiors; Amelia Díaz, Biodiversity Project Leader, NAO; Rafael Landeros, Plant Manager; and Elizabeth Chicuate, Tania Monserrat, and Ariana González from the site’s Human Resources team. They conducted the ribbon-cutting ceremony alongside plant employees and special guests.
The goal of this garden is to serve as a vegetation oasis for the city’s pollinators, featuring 200 plants of 13 different species. The garden provides food and sustenance for bees, bumblebees, butterflies, and birds.
During the event, attendees had the opportunity to appreciate the beauty of nature and use the terrace as a recreational and relaxation area. To conclude, collaborators placed their names on pots with succulents that adorned the wall. Here are the highlights from this inauguration:








MLlean in Louisville plant operations
Nowadays, PMs are released on a time basis for IMM tools, creating a major waste of time due to the tool execution schedule used frequently. To avoid this situation, the Louisville plant in the US created a program that releases the PMs according to the shot count basis.
This program is based on tracking the number of shots for each tool using a custom-built control board installed on each IMM press and central software. With this information, the PMs are released in a certain number of shots, managing them based on time.
Now the site establish a PM based on the needs per intake/use, improving the efficiency and completion of the PM on time (100%), generating a direct impact on maintenance / technology, the organization and preventing important problems or failures related to TPM.
Louisville has 9 boards, one on each DMC PLC panel. Every time an injection occurs, the PLC sends a signal and transmits it to the main collector, which is a Raspberry Pi 4 and ESP32S3 microcontroller that aggregates data to display to tool technicians.
The interface where tool technicians interact with the system has a list of all tools configured in the system as well as their current count of shots since the last logged PM. They’re in the beginning stages, so the counts are a bit higher until they fully integrate the system into the process.
This idea can be applied in other sites for TMP improvements, generating added value to operations and improving efficiency in our region.


Ahorro de energía en las máquinas dobladoras de Silao
Desde inicios de este año, la planta Silao, en México, ha estado implementando un innovador proyecto enfocado en la práctica sustentable y el ahorro de energía en las máquinas dobladoras (bending machines).Este esfuerzo surge a raíz de un estudio que identificó las áreas de mayor consumo eléctrico en la planta, revelando que el sistema hidráulico para el corte de tubo de estas máquinas tenía un consumo alarmante de 73,8 kW por día.
Con el objetivo de optimizar esta situación, se llevó a cabo la instalación de un Variador de Velocidad para el Motor de la unidad hidráulica (VDF). Este dispositivo permite controlar el consumo energético de manera más eficiente, logrando reducir el consumo diario a tan solo 25 kW.Esta mejora se traduce en un significativo ahorro energético, ya que la unidad hidráulica ahora opera con un consumo mínimo cuando no está activa, que es la mayor parte del tiempo, y utiliza solo la energía necesaria al activar el cilindro para el corte del tubo.
El impacto proyectado de ahorro de energía, una vez que el sistema se aplique en las 14 máquinas dobladoras de la planta, será de 177 MWh, lo que equivale a un ahorro económico de aproximadamente 29 000 USD.
Este proyecto no solo contribuye a la eficiencia energética de la planta, sino que también subraya el compromiso de la organización con la sustentabilidad y la reducción de su huella de carbono. Esta iniciativa es un ejemplo claro de cómo la innovación puede impulsar cambios significativos en la industria, beneficiando tanto a la empresa como al medio ambiente.



IMPLEMENTATION OF ERGONOMIC AND KANBAN SOLUTIONS
Seeking the well-being of their collaborators, the PC&L and HSE teams at the San Juan del Río (FCE) plant in Querétaro carried out a study to improve the replenishment of Kanban-type raw materials and the ergonomics of the area.
Previously, raw material unpacking workstations (kitteo) gave a negative score (black / critical) on the ergonomic scale, resulting in back, shoulder and arm injuries for employees in the area.
Based on this problem, measures were implemented to reduce existing risks, improve working conditions and, above all, protect the health and well-being of employees.
When redesigning the workstation, a vacuum lifting system (vacuum lifters) was installed, equipment that allows lifting loads of up to 80 kg without the staff making any effort. Loads can be handled in any position, which facilitates travel throughout the workstation. A pallet lifting table was also installed that allows staff to “drag” the container with unpacked material to a pallet without having to load it and move it to the point of use. In this way, the ergonomic impact of the personnel unpacking the material is counteracted.
In relation to the implementation of Kanban, an application was developed together with the IT team to generate labels, which are placed in the ESD returnable container and are used for the implementation of “digital” Kanban. As a complement, a scanner and a printer were assigned to each workstation so that collaborators could carry out this operation.
At FORVIA we reinforce the commitment to creating safe work spaces and promoting the well-being of all our collaborators.



The OII Team and Saline make improvements: C1YX Production Schedule
The Saline plant in Michigan did not have any standard FORVIA system to manage production scheduling and optimization for their 4 new flexible DP robot lines. These lines require highly mixed production, constrained by a limited number of tool nests per product family, running products for three different cars and without a customer-specified production sequence.
The consequences of this lack of system/standardization were evident with a potential delay in the SOP, the risk of losing customer confidence, and a potential loss of business. The cost to develop and enhance the standard by ISBG and Siemens to accommodate was estimated at 14 months and $120k in investment. That enhancement and completion is still in delay.
The system developed by the OII Team, uses its own algorithms and back-end processes that manage the demand and constraints to create an optimized and leveled production schedule queue. The UI/UX was centered on the end user, is easy to use, is 100% compatible with touch screens, and seamlessly interfaces with Procs. In turn, the application was designed to be displayed together with the DMC ePartsBoard and its functions include general batch management and printing.
With these implementations, carried out internally and at no cost, a robust and stable operation of the system was accomplished while helping to make future launches more successful, as well as an optimized OEE on the Flex line and an improved DLE.
The constant search for process improvements marks our path towards operational excellence, reinforcing our commitment to quality and productivity.
Congratulations Roy Klann, Cyrille Rouille and the Saline plant teams on these improvements!
A race towards safety
To improve safety mindset, the ULE Central FCM team in North America launched an HSE STAR campaign around its sites, which include Gladstone, Louisville, Franklin, Toledo, Troy, and Dexter. This campaign is designed to cultivate a strong safety culture, fostering awareness and commitment to HSE (Health, Safety, and Environment) principles among employees through daily actions.
Cada trimestre se introduce un nuevo desafío, animando a todos los colaboradores de la planta a participar activamente en ellos, creando un ambiente de trabajo seguro.
Todas las funciones divisionales de apoyo auditan las plantas para verificar el cumplimiento y cargan los resultados en una encuesta. Después de eso, los resultados son enviados y publicados por cada sitio para compartir el progreso de la planta.
By completing the required actions, the plant that improves the most gets awarded with:
Together, we can reach our goal of achieving zero accidents as a company. Safety is everyone’s responsibility, and we all play a role.
MLlean in our operations
The MLean Platform has been used since December 2023 and with it, various aspects of the site have been monitored, such as:
Through MLean it’s possible to know the average score of the audits and the percentage of closed PDCAs. The platform allow to filter by UAP or line, making it easy to view results and statistics.
In addition, it is easy to access for collaborators (iPad, mobile phone or computer) and encourages less paper use while automatically obtaining statistics and sending immediate notifications of assigned PDCAs.
Energy savings in Silao bending machines
Since the beginning of this year, the Silao plant in Mexico has been implementing an innovative project focused on sustainable practice and energy savings in bending machines.
This effort arises from a study that identified the areas of greatest electrical consumption in the plant, revealing that the hydraulic system for cutting tubes in these machines had an alarming consumption of 73.8 kW per day.
With the aim of optimizing this situation, the installation of a Speed Variator for the Hydraulic Unit Motor (VDF) was carried out. This device allows to control energy consumption more efficiently, reducing daily consumption to only 25 kW.
This improvement translates into significant energy savings, since the hydraulic unit now operates with minimal consumption when it is not active, which is most of the time, and uses only the energy necessary when activating the cylinder to cut the tube.
The projected energy savings impact, once the system is implemented on the plant’s 14 bending machines, will be 177 MWh, which is equivalent to an economic savings of approximately 29K USD.
This project not only contributes to the plant’s energy efficiency, but also underscores the organization’s commitment to sustainability and reducing its carbon footprint. This initiative is a clear example of how innovation can drive significant changes in the industry, benefiting both the company and the environment.